- Empty cart
Round log homes production technology
Elaborated solutions for the manufacturing of round log homes.
The technology used at the manufacturing of Ritsu round log houses has earned versatile recognition during all the 20 years of activity. It was worked out by local engineers.
What is it about?
There is nothing new in milling or grooving a log. The question is: how to do it? What to bear in mind? Ritsu has added lots of nuances to the process, which make a log house a proper log house.
The machinery has priority in the technology, while the action starts from the obtaining of log blanks as yet. The best wall log is cut in winter, when the tree “sleeps” and its sap is not flowing. We buy a year’s supply of wall log in winter and thus ensure the best quality of raw material.
A log transported from the woods has to be debarked and milled right away to the dimension, which is 20-25 mm bigger than the log used in the house wall. Debarking is also called cylindering in the production process. The timber log is fixed between the centres of the debarking bench as close to the tree core as possible and milled cylindrical.
The debarked log is allowed 2-3 months to dewater. Processed logs will be piled up in stable stacks with special distance pieces. This will avoid also the warping of round logs. Dewatering takes place in well-aired storehouses under a shelter protected from sunlight. During this period the timber stabilises and its moisture content will drop to 25-35% (55-65% initially).
Next the timber is dried in drying chambers. This is done in accordance with the diameter of the log at a low temperature in computer-controlled drying barns in the course of 3-4 weeks. The drying mode determines the quality of the wall log: number of cracks on the log surface, hue changes, etc. The wrong drying may render a wall log unusable. Every log out of the drying barn is measured with a humidity indicator. It must be 16-18%. The whole dried batch must have uniform humidity content.
After concluding an agreement with the customer and confirming the drawings of the house, we can start design-based works. The next operation in the technology is processing the log to the required dimension, or calibrating. We use odd log dimensions. These are 170, 190, 210, 230 and 250 mm. The operating principle of the bench processing to the required diameter is turning/milling with two milling cutters. The log is fixed on the calibrating bench with the aid of centre openings done in the ends of the log when debarking.
The turning method is slightly slower than planing, yet it has a couple of significant advantages. When turning the log in accordance with the core, we will not spoil the annual growth rings of the log. We will make the logs a bit “younger” by removing the soft timber part under bark. Thus the log will not virtually warp or twist in the subsequent operations. The log has to be cut to the required dimension to be planed in the sawmill. It is very hard to follow the timber core at an activity like this. The blank is often warped; sawing traces and inaccuracies will intensify due to the small mutual distances of the guide pulleys of the planing bench. A log obtained is never as straight as when turned. A log only turned is straight enough and will suit for use as a quality wall log.
To avoid the planing of the round log, we built a third machine – the grooving bench. It is a substitute for a planer, yet with a different operating principle. If in a planer the millers are immobile and the timber is moved through them, then in the Ritsu grooving bench the log is fixed and the millers travel on straight guides along the log. Two millers travelling in parallel at a constant distance from one another make simultaneously both a groove and technological base surface on the turned line on the log fixed in the bench with the aid of centre openings.
The base surface of the log in one of the most important elements in Ritsu technology.
Ritsu grooving bench the log is fixed and the millers travel on straight guides along the log. Two millers travelling in parallel at a constant distance from one another make simultaneously both a groove and technological base surface on the turned line on the log fixed in the bench with the aid of centre openings.
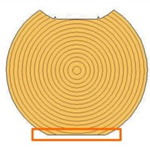
The base of a log is one of the most important details in Ritsu round log home technology – the log is moved throughout the production fazes on the base (i.e upside down), in order to keep the sharp edges of the groove intact.

The sharp edges of the groove will fit perfectly on the log below, when the logs are assembled in a wall.
In Ritsu technology the log travels on a flat base surface. If the base surface did not exist, the log should travel on the line on groove edges along pulleys, slip boards or any other working planes. The groove, however, is the only thing ensuring the thermal and wind stability of the wall. By ruining the log groove in any way in the production process, we will have failed and it would be inappropriate to call us log house masters, rather than timber wasters. In the wall of the house the log is turned through 180 degrees in relation to the position the log has on the production line.
Coniferous timber, especially pine, is very soft timber. We have tried to use grove edges as a base surface on the worktop of the production line. This has resulted in squashed groove edges with a width of 4-5 mm. Therefore the thermal stability of the wall cannot be an issue.
The grooving bench has yet another important advantage over the plane. We can finish and restart milling at any given moment. The groove does not have to permeate the whole log. This allows making ceiling beams or the upper logs of wall openings in such a way that the groove is only present in the part resting on the wall. This cannot be achieved on a squared log plane. In addition, the grooving bench allows milling just a base surface on ceiling beams, which will render the building of the floor of the second floor considerably easier.
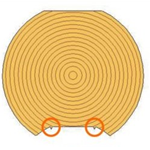
In addition to groove edges, there are two “teeth” in the groove, as seen on the picture. Due to the weight of the house, the groove edges of the upper logs of the house will sink ca 1-2 mm into the lower log and the “teeth” will click into the back of the lower log. A three-chamber “vacuum flask” will form. Such a structure of the groove will considerably enhance the thermal stability of the log wall. Insulation material is installed in the middle chamber during construction. This will additionally obstruct the movement of air having intruded into the groove.
Grooved logs with a length of over six meters will enter the last process of passage processing on the production line. This consists of several separate operations: tenoning, drilling, cross-cutting, longitudinal sawing and flat milling. After the end of the said process, numbered wall logs having their place in the house are ready. Processing stemming from a base surface will give a significant advantage owing to the accuracy of measuring. This results in ideally fitting tenons and straight built walls.
2 milling heads operate in the bench based on Ritsu technology. The first mills a main tenon with the same radius as the round log processed. The second, narrower mill with a larger diameter countersinks a wadding notch in the tenon, in which insulation material is installed during construction. Performing two millings takes double the time, yet it has an important advantage. Log ends protruding from the wall of the house will not require a wadding notch. Owing to our technology, we can leave notches unmilled in such ends and call the results decorous ends. Wadding notches inside corner tenons are of utmost importance and insulation material installed there will result in a significant effect concerning the thermal stability of the building.
Hidden tenon pegs, threaded bars and electrical wiring are inside the finished log wall. To install these, openings are drilled in the factory. Three drills with different diameters do the job. This eliminates the possibility of erring during construction works. Each drilled opening will only house the part, the installation of which was foreseen. In places where electrical wiring exits the wall openings in a fitting dimension are milled for junction boxes. It is a production technology solution rendering construction activity considerably easier.
In order to mount various flat items on the wall of the round log house in a decorous manner, it is possible to mill smooth planes on the house logs on both the inside and outside. It is a simple, yet relatively unique solution, where two mills process “cheeks” on the sides of the log according to input longitudinal dimensions. The specialty of the technology is in reverse turning of the mills. Thus they will not tear out timber fibres during operation and planes of any length can be milled flawlessly.
In the ends of logs adjacent to windows and doors notches for the mounting of T-bars will be milled. T-bars are necessary to mount the fillings of openings of every log house. They allow free sinking of log walls adjacent to windows and doors. If an end of a wall part is not adjacent to the filling of an opening and requires no milling, then the end will be crosscut to the dimension with the aid of a circular saw.
The technology will allow perform optional sawing directing log cracks. Sawing may take place along the technological surface, groove or simultaneously on both sides. At sawing always taking place automatically, the notch starts and ends at a distance of ca 20 cm from the ends of the log. Thus their presence will not show in the case of houses manufactured in Ritsu.
Ritsu houses are also characterised by several engineering technical solutions simplifying construction activity, which will go unnoticed when living in the house in the future. These are hip sawing, band sawing and the possibility of making half-tenons. Profiled vertical pillars, however, will be easily spotted in a finished house, which fit precisely the intersecting lower or upper log line.
All finished house logs are impregnated in the watering or spraying method with an agent avoiding the formation of blueing or fungal diseases. We impregnate finished parts, since only then the effect of the agent will come forward also in milled and drilled openings.
The packaging and transport of wall logs is also of importance. The logs are packed exactly as on the production line, the edges of the groove up. We have made special bars between log lines, so that the edges of the groove of the log do not interfere with the topmost log in the pack.
All the measures described and a technology worked through to the detail will allow manufacturing decorous, thermally stable and resilient log houses.
